| CLICK HERE FOR INDEX PAGE | |
| FOUNDRY WORK (4) | |
| V. Ryan © 2003 - 2022 | |
|
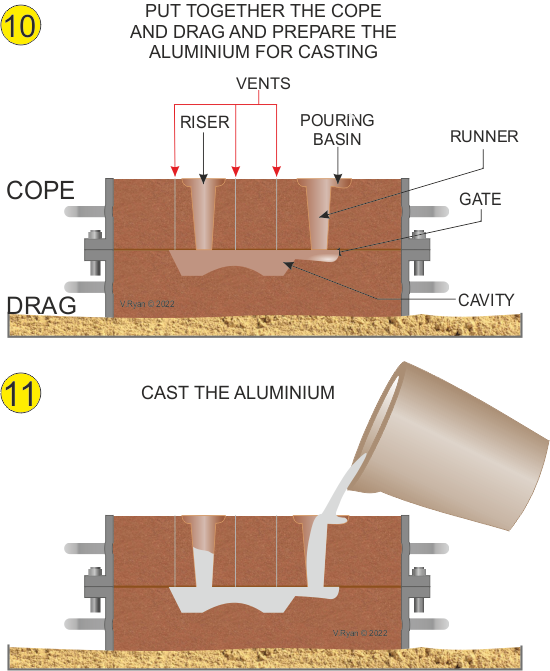
The cope (top casting box) is placed back on top of the drag and the locating pins put in position. Before this is done vents can be created using a thin piece of welding rod, pushing it through the sand . This allows gases to escape once the aluminium is poured. |
|
|
|
|
|
The aluminium is poured with great care. This is
discussed in detail on other information sheets. The aluminium is poured
down the hole left by the first sprue pin (now called the ‘runner’). As
it runs down the runner it flows through the ‘gate’ cut by the trowel,
into the cavity left by the pattern and up the riser (the hole left by
the second sprue pin). |
|
|
|
|
|
When removed from the sand, the runner and riser are cut away and the casting is ready for machining. |
|
| SUMMARY OF STAGES SHOWN ABOVE | |
 |
|
|
|
|



