| CLICK HERE FOR INDEX PAGE |
| BRAZING WITH OXYACETYLENE |
| V. Ryan © 2016 |
| PDF FILE - CLICK HERE FOR PRINTABLE WORKSHEET |
| VIDEO - GAS WELDING – OXYACETYLENE - PART TWO |
 |
|
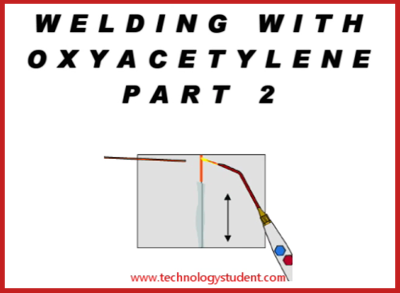
1. Oxyacetylene is often used to produce precise brazed
joints. The two pieces of steel to be brazed, are cleaned with emery
cloth, removing grease and dirt. Flux is applied to the joint. This
protects the area to be brazed, preventing oxidation (oxidation will
prevent the ‘solder’ from flowing along the joint). |
 |
| CLICK HERE FOR EQUIPMENT AND PROCESSES INDEX PAGE |