| |
| CLICK HERE FOR INDEX PAGE |
| |
SMALL SCALE ALUMINIUM CASTING
PREPARING THE COPE (TOP BOX) |
| V. Ryan © 2008 - 2009 |
| |
| |
| Aluminium can be used as a material for small
scale casting. Aluminium looks similar to pewter but has a much higher
melting point (650 - 700 degrees centigrade). It also is stronger and more
resistant to ‘knocks’ and scratches. It is much cheaper than pewter but
must be heated for quite a long time on the brazing hearth before it
becomes molten. |
| |
 |
|
A base is prepared. This has two holes that will hold
the sprues in place whilst the casting sand is used to fill the box. The
sprues will eventually form the holes down which the molten aluminium will
be poured and rise during the casting operation.
Small casting boxes are used if small casts are to be manufactured. The
top casting box is called the ‘cope’ and the lower box is the ‘drag’. |
| |
|
|
| |
When the sprues, base and sides are in position,
casting sand (normally petrabond) is built up in the casting box (the
cope).
A small fine sieve is used to ensure lumps’ of petrabond are broken down
and that only fine sand is allowed to build up around the sprues. Hands
and fingers can be used to compress the sand. |
| |
 |
|
 |
| |
| Sand is then built up around the sprues, above the
level of the box. This sand will eventually prevent excess molten
aluminium from spilling over the side of the casting box (the cope). |
|
 |
| |
|
|
| |
| A small trowel or even a spoon is used to ‘dig’ gates
around each sprue. The aluminium will be poured into the gate of one of
the holes made by the sprues, flowing down into the cavity and rising up
the other hole. |
| |
 |
| |
 |
|
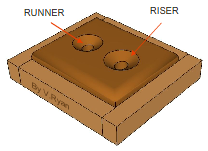
The sprues are carefully removed leaving the holes that
are now known as the ‘runner’ and ‘riser’.
The molten aluminium will be poured into the ‘runner’ and rise up the
‘riser’.
The COPE - the top casting box is complete. |
| |
|
|
| |
| CLICK HERE FOR NEXT ALUMINIUM
SMALL SCALE CASTING PAGE |
| |
| CLICK HERE FOR
EQUIPMENT AND PROCESSES INDEX PAGE |
| |
| |