| CLICK HERE FOR INDEX PAGE | |
| HARDENING AND TEMPERING | |
| V. Ryan © 2005 - 2022 | |
| PDF FILE - CLICK HERE FOR PRINTABLE WORKSHEET | |
|
Steel can be treated by intense heat to give it different properties of hardness and softness. This depends on the amount of carbon in the steel (only high carbon steel can be hardened and tempered). CARBON CONTENT OF COMMON STEELS: Mild steel: 0.4% carbon, Medium carbon steel approximately 0.8% carbon, High Carbon Steel approximately 1.2% carbon (this steel is also known as Tool Steel and includes Silver Steel and Gauge Plate). Mild steel and medium carbon steel do not have enough carbon to change their crystalline structure and consequently cannot be hardened and tempered. Medium carbon steel may become slightly tougher although it cannot be harden to the point where it cannot be filed or cut with a hacksaw (the classic test of whether steel has been hardened). If steel is heated until it glows red and is quenched in clean water immediately, it becomes very hard but also brittle. This means it is likely to break or snap if put under great pressure. On the other hand, if the red hot steel is allowed to cool slowly, the resulting steel will be easier to cut, shape and file as it will be relatively soft. However, the industrial heat treatment of steel is a very complex and precise science. |
|
|
In a school workshop most heat treatment of metals takes place on a brazing hearth. A rotating table and fire bricks are essential. The fire bricks reflect the intense heat back on to the metal being heated. This is achieved by arranging the bricks in a semi-circle behind the metal being heated. Without the bricks, heat would escape and this would limit the temperature that could be reached. |
|
|
|
|
|
HARDENING AND TEMPERING |
|
|
Heat treatment of steel in a school workshop is normally a two stage process. For example, if a high carbon steel or silver steel screw driver blade has been manufactured, at some point it will have to be ‘’hardened’ to prevent it wearing down when used. On the other hand it will have to be ‘tempered’. This second heating process reduces the hardness a little but toughens the steel. It also significantly reduces the brittleness of the steel so that it does not break easily. The whole process is called ‘hardening and tempering’. |
|
STAGE ONE: The screw driver blade is heated, slowly at first, warming up the whole blade. Then the heat is concentrated on the area at the end of the blade. This gradually becomes ‘red’ hot. |
|
|
|
 |
|
STAGE TWO: The screw driver blade is removed quickly from the brazing heart, with blacksmiths tongs and plunged into clean, cold water. Steam boils off from the water as the steel cools rapidly. At this stage the blade is very hard but brittle and will break easily. |
|
 |
|
STAGE THREE: The screw driver blade is cleaned with emery cloth and heated again on the brazing hearth. Heat is concentrated at the end of the steel blade. The steel must be watched very carefully as it changes colour quite quickly. A blue line of heat will appear near the end of the blade and it travels towards the tip as the temperature rises along the blade. When the line of blue reaches the tip the brazing torch is turned off. The blue indicates the correct temperature of ‘tempering’. |
|
 |
|
STAGE FOUR: The screw driver blade is placed on a steel surface, such as an anvil face. This conducts the heat away and allows slow cooling of the screw driver blade. When cold, the blade should be tough and hard wearing and unlikely to break or snap. This is due to the tempering process. |
|
 |
|
| USEFUL COLOUR INDICATORS OF TEMPERATURE | |
| When heating steel on the brazing hearth, colour changes take place. These can be used to indicate the temperature of the metal. The table below is a rough guide. | |

|
|
|
|
|
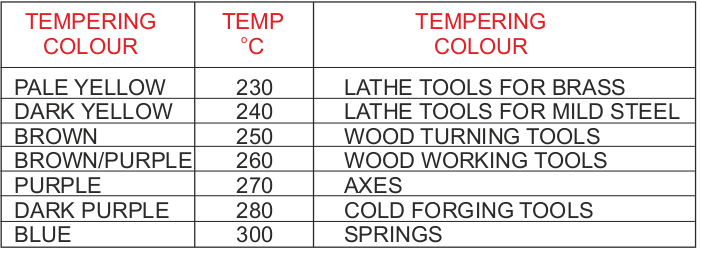
| The table below shows the temperatures and the associated colours required when tempering steel for particular uses. For instance, when making wood turning tools, they must be heated to a brown colour, whilst tempering. | |
 |
|
|
QUESTIONS: 1. Draw a sequence of diagrams representing the hardening and tempering of high carbon steel. |
|